































SMT回流焊的溫度曲線說明與注意事項
SMT回流焊的溫度曲線(Reflow Profile)說明與注意事項
電子產業之所以能發展迅速,表面貼焊技術(SMT, Surface Mount Technology)的發明具有極大程度的貢獻。而回焊又是表面貼焊技術中最重要的技術之一。下面給大家介紹下回焊的一些技術與溫度設定的問題。
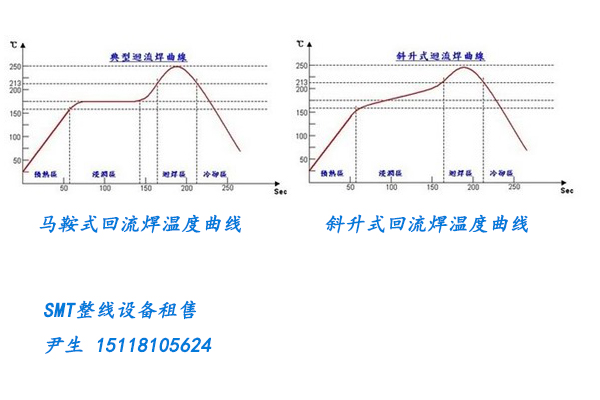
電路板組裝的回流焊溫度曲線共包括了預熱、吸熱、回焊和冷卻等四個大區塊
預熱區
預熱區通常是指由溫度由常溫升高至150°C左右的區域﹐在這個區域﹐溫度緩升(又稱一次升溫)以利錫膏中的部分溶劑及水氣能夠及時揮發﹐電子零件(特別是BGA、IO連接器零件)緩緩升溫﹐為適應后面的高溫作準備
吸熱區
在這段幾近恒溫區的溫度通常維持在150±10°
C的區域﹐斜升式的溫度通常落在150~190°C之間,此時錫膏正處于融化前夕﹐焊膏中的揮發物會進一步被去除﹐活化劑開始啟動﹐并有效的去除焊接表面的氧化物﹐PCB表面溫度受熱風對流的影響﹐讓不同大小、質地不同的零組件溫度能保持均勻溫度。此區域的溫度如果升溫太快,錫膏中的松香(助焊劑)就會迅速膨脹揮發,正常情況下,松香應該會慢慢從錫膏間的縫隙逸散,當松香揮發的速度過快時,就會發生氣孔、炸錫、錫珠等品質問題
回焊區
回焊區是整段回焊溫度最高的區域﹐通常也叫做「液態保持時間,必須注意,溫度不可超過PCB板上任何溫度敏感元件的最高溫度和加熱速率承受能力。
回焊的峰值溫度,通常取決于焊料的熔點溫度及組裝零件所能承受的溫度。一般的峰值溫度應該比錫膏的正常熔點溫度要高出約25~30°C,才能順利的完成焊接作業。如果低于此溫度,則極有可能會造成冷焊與潤濕不良的缺點
冷卻區
在回焊區之后,產品冷卻,固化焊點,將為后面裝配的工序準備。控制冷卻速度也是關鍵的,冷卻太快可能損壞裝配,冷卻太慢將增加TAL,可能造成脆弱的焊點。
冷卻區應迅速降溫使焊料凝固,迅速冷卻也可以得到較細的合晶結構,提高焊點的強度,使焊點光亮,表面連續并呈彎月面狀,但缺點就是較容易生成孔洞,因為有些氣體來不及散去。
 深圳市托普科新聞官網微信
深圳市托普科新聞官網微信關注后天天有料
 深圳市托普科微信服務號
深圳市托普科微信服務號SMT 一站式解決方案